





Rozemarijn Landsman & Jonah Rowen
* DO NOTE CITE OR CIRCULATE*
This is a mockup of an annotation that loosely approximates what will eventually appear in the digital critical edition of BnF Ms. Fr. 640.
Introduction
The recipe “Molding a hollow on one side and a relief on the other” (BnF Ms. Fr. 640, folio 92r) gives advice on how to cast a thin medal with a relief on the obverse and with an exact negative of the image on the reverse. In modern scholarship these single-sided medals are frequently referred to as “without reverse,” “hollow cast,” “incuse-reverse cast,” or “uniface.” In lieu of a universally accepted alternative, we have chosen to refer to these medals as “one-sided hollow cast,” as it remains close to the original denomination in the manuscript. In this, “hollow” must be understood according to its meaning in this and other early modern casting recipes.[1] The large number and diverse places of origin of such medals suggests that the manufacture of these objects was a well-established practice throughout Europe by the late fifteenth century. However, little is known about their purpose, reception, and the methods of their production. They are currently held to be incomplete because they lack mottoes and emblems on the reverse, or they are thought to have had a more practical use rather than as decorative or as collector’s items, whereby the reverse might possibly have been used as a matrix.[2] While BnF Ms. Fr. 640 offers little insight into the purpose or display of hollow cast medals, it provides a unique chance to explore the production methods of this type of object. Where the scarce early modern sources concerning medal casting seem barely to even mention these single-sided hollow cast variants—perhaps one of the reasons that such medals have often been approached as nineteenth-century electrotypes—the manuscript offers a number of recipes concerning their manufacture, illuminating some previously undocumented aspects of their processes of fabrication.[3]
The purpose of this annotation is twofold: first, to explain the method of hollow casting as it seems to be described on fol. 92r of BnF Ms. Fr. 640; and second, to try to place it into the context of both the rest of the manuscript, as well as what we know about this early modern practice from contemporary sources. The manuscript offers various recipes that can be linked to the recipe discussed here, either because of the process described, the outcome of the process described, or the terminology used.[4] That said, the terminology used in the manuscript to indicate or describe one-sided hollow cast medals and their manufacture is not consistent and overlaps with related processes such as mold-making and casting with a core. Our investigation of the broader context of the method described on fol. 92r included material evidence found in extant medals, as well as a search for other early modern written accounts of this process. Although neither our experiments, nor our research concerning the context of this recipe have been exhaustive, there are some interesting findings and conclusions to be drawn.
Text of the recipe
As in so many recipes in BnF Ms. Fr. 640, the recipe on fol. 92r, “Molding a hollow on one side and a relief on the other” [Mouler cave d’un costé et de relief de l’aultre] goes into detail regarding certain aspects of the process it describes, without explaining the entire method from beginning to end. The focus in this recipe is on making sure that the original model, i.e., the medal that is to be reproduced, is suitable for the process. The author touches upon its material, use, and treatment, and suggests starting with a medal cast of pure tin [d’estain fin],[5] that is neat or clean enough to be reproduced and molded with.[6] The metal then used for casting is called “souldure”: “the one described above [fol. 92r, “Mixture that is easy to melt”], or something that melts better than pure tin.” As a second paragraph he[7] adds that “if you have a copper or silver medal, you can leave it in the casting [laisser dans le gect], if you want to cast in lead or tin.”[8] The author’s general point is this: not only does the original medal need to be capable of imprinting a sharp impression (i.e., “neat” enough), but also, to use this hollow casting method, the medal to be reproduced must be made of a metal with a (significantly) higher melting point than the metal used for casting.[9]
With regard to the method of casting this recipe provides the following clues: “And we leave it in one half of the box mold [Et on la laisse en l’une moictie du chassis] and press it a little so that it takes better. Then, you cast in your box mold (…). In this way, the second medal will melt and mold itself on the first one without damaging it [la seconde medaille se fondra & moulera sur la premiere].” Further on, in the second paragraph cited above, he again writes, “you can leave it in the casting.” Thus, the original medal is not only used to imprint the mold, but it actually remains a part of the mold. This also explains the relevance of the difference in melting point between the material of the original medal and the metal used for casting.
Another important factor to the caster was the protection of the original medal. If the medal was deemed worth reproducing, it can be assumed that it would be preferable not to damage it during the reproduction process. Keeping it intact would also offer the possibility for continuous reproduction. The relatively high melting point of the metal used for the original prevents it from melting during the process. But the author offers more advice for further protection: “soak lamp black in water, and with a brush, apply a thin coat on the medal which is in the box mold [sur la medaille qui demeure dans le chassis], and leave to dry. In this way the medal will not melt at all [elle ne fondra poinct].” Apparently, the layer of lamp black functioned not only as a separator, but also as a protective layer of the surface of the original medal which was left in the mold during the casting.
Experiments
After studying this recipe it is clear that the original medal was used as a part of the mold during the entire process, but it is not immediately clear what part of the mold it was in or how exactly this technique worked. We hypothesized that it would only make sense to leave the medal in the upper, or male half of the flask, after making a negative imprint with it in the bottom, or female half. Pressing the obverse (the front) of the original medal all the way into the female half and pressing the reverse of the original firmly into the male half would ensure sufficient space between them for the molten metal to enter. Variations on how deeply the medal would be pressed into the sand on either side would allow for results of various thicknesses.
Patricia Tuttle proposes a model for the manufacture of hollow cast medals in which the original medal is first used to make an impression in the sand in the female flask and is then taken out. After drying this female half of the mold, the male flask is filled by fitting it over the female flask. After the application of a separating agent between the male and female halves, such as fine ash, it is filled with sand, thus creating a positive imprint of the same medal. Again, this half is also left to dry. To create a thin cavity between the two halves into which the molten metal could be poured, Tuttle suggests the use of a shim whose thickness would be that of the desired medal. This shim would be fastened to the outer edges of the male half, and filled with the molding sand surrounding the positive imprint. After cutting the pouring channel and vent(s) the two halves would be joined and the medal could be cast (Figs. 1a-1f).[10]
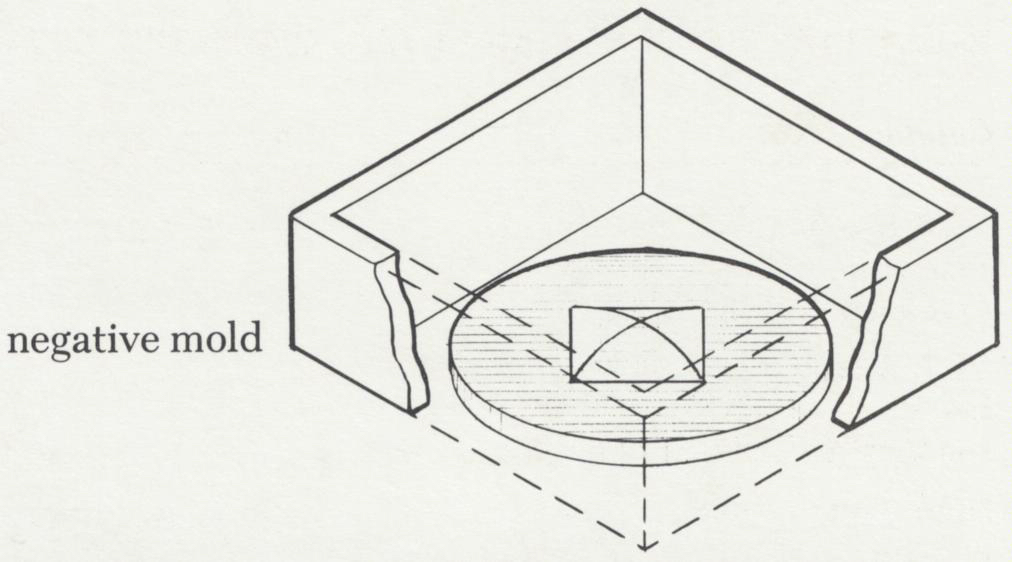
Fig. 1a:
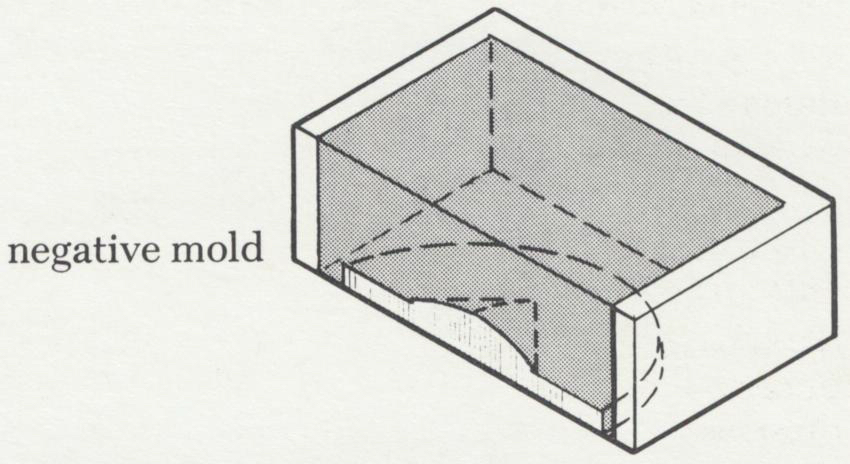
Fig. 1b
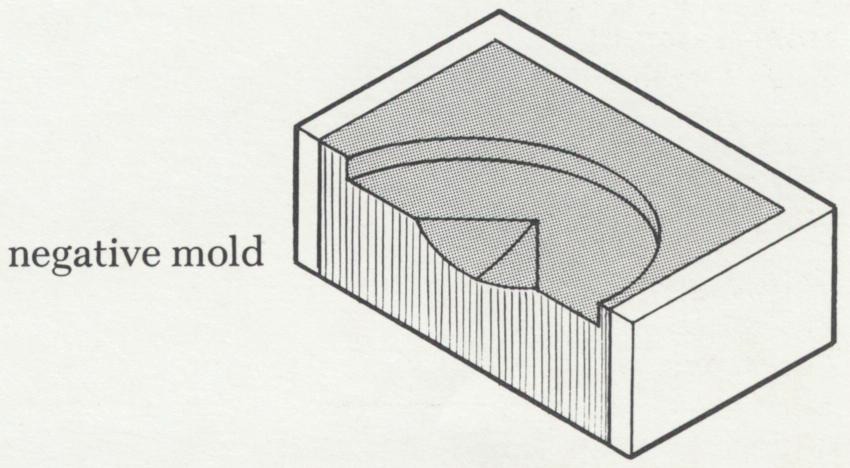
Fig. 1c
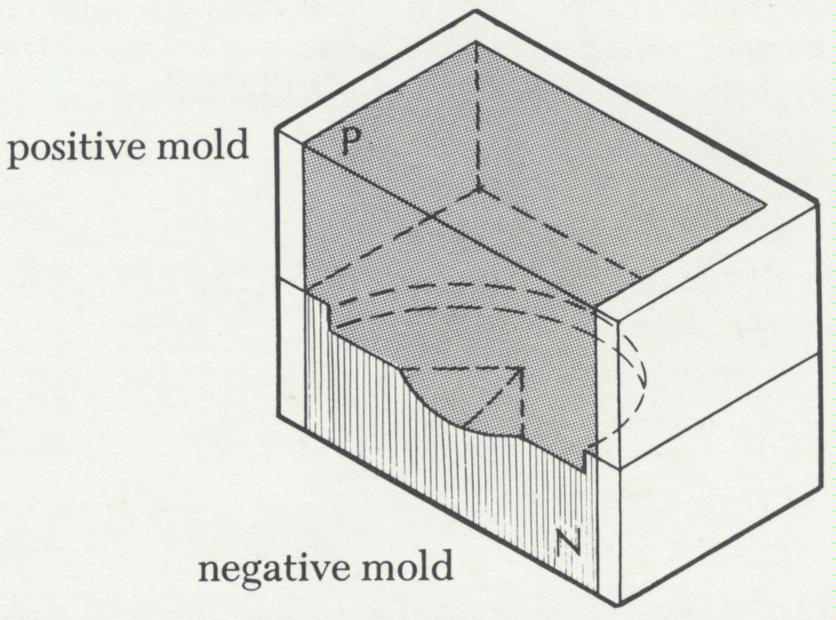
Fig. 1d
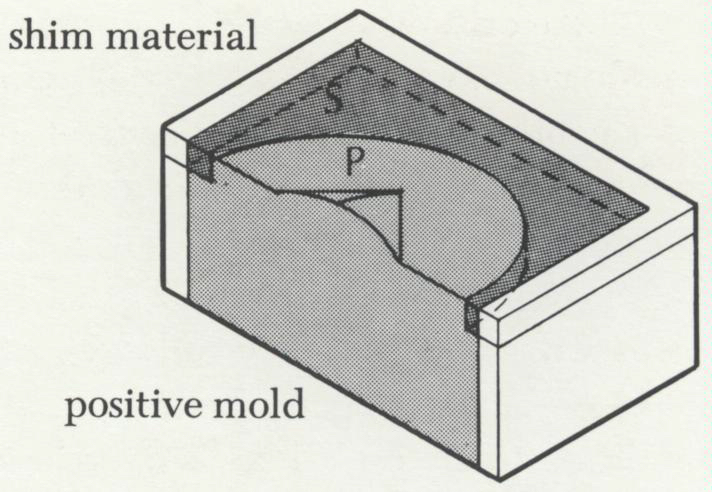
Fig. 1e
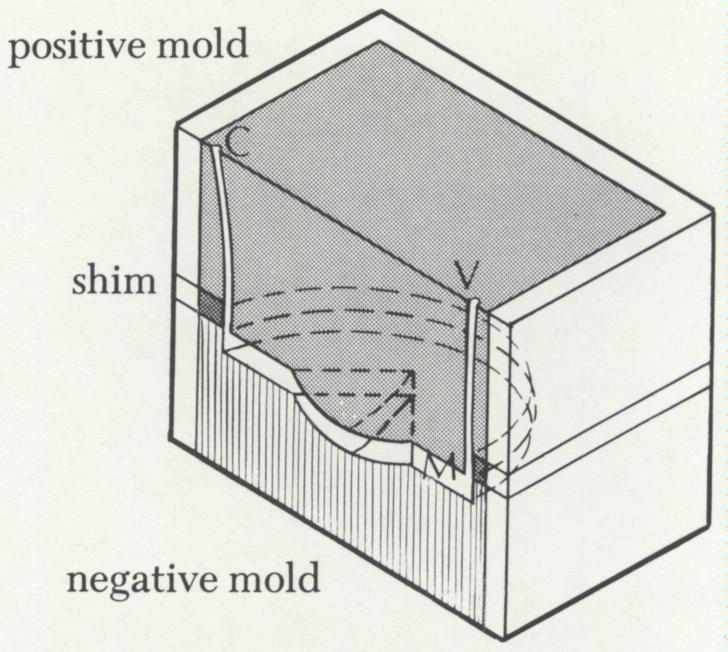
Fig. 1f
Fig 1 (a-f): Diagrams from Patricia Tuttle, “An investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” Studies in the History of Art 21 (1978), 209-210. These diagrams explain a tentative method proposed by Tuttle. “P” and “N” denote “Positive” and “Negative,”; the terms “male” and “female” may also be used, respectively, as in BnF Ms. Fr. 640. “S” is used for “Shim”; “M” for “Medal; “V” for “Vent”; and “C” for “Channel.”
We decided to experiment with both methods: the Tuttle method, and the one contained in the manuscript. We hoped to test Tuttle’s proposed model and see whether that would actually work and what difficulties might arise during the process. Second, we wanted to see whether our hypothetical method based on fol. 92r—in which we would leave the original in the male half of the mold—would be workable and what disadvantages or advantages this method might have (Fig. 2).
Fig. 2: This animation shows the process, as we interpreted it, from BnF Ms. Fr. 640, fol. 92r.
For all experiments we used the following materials: an original brass medal, wooden casting flasks, sand, ground charcoal dust as a separating agent, a metal ruler to level the flasks filled with sand, a knife to cut gates into the sand, pewter, a cast-iron melting ladle in which to melt the pewter, a propane torch to melt the pewter, and clamps to hold together the two halves of the mold. The most difficult of these materials to obtain was the sand. Without significant casting experience, how to decide which sand to use? The Delft clay used in a previous experiment seemed inauthentic because it contained oil as its binder,[11] and so we searched for a so-called “green sand” used for casting by foundries that would be bound with water. We wanted to use a modern sand rather than make our own based on a recipe from the manuscript because we hoped that this would remove some variables in the experiments (the focus of which was to be on the process more than on the materials) and would provide a stable and effective medium for casting. We decided upon a mixture of sand with an added 10% of clay (bentonite) and 4% water (Figs. 3-4).[12]

Fig. 3 Mixing sand made from proportions of 100 parts sand to 10 of clay (bentonite) and 4 of water, by weight. This sand seemed very suitable at first but when it dried it turned out to by quite crumbly and did not pick up impressions well.
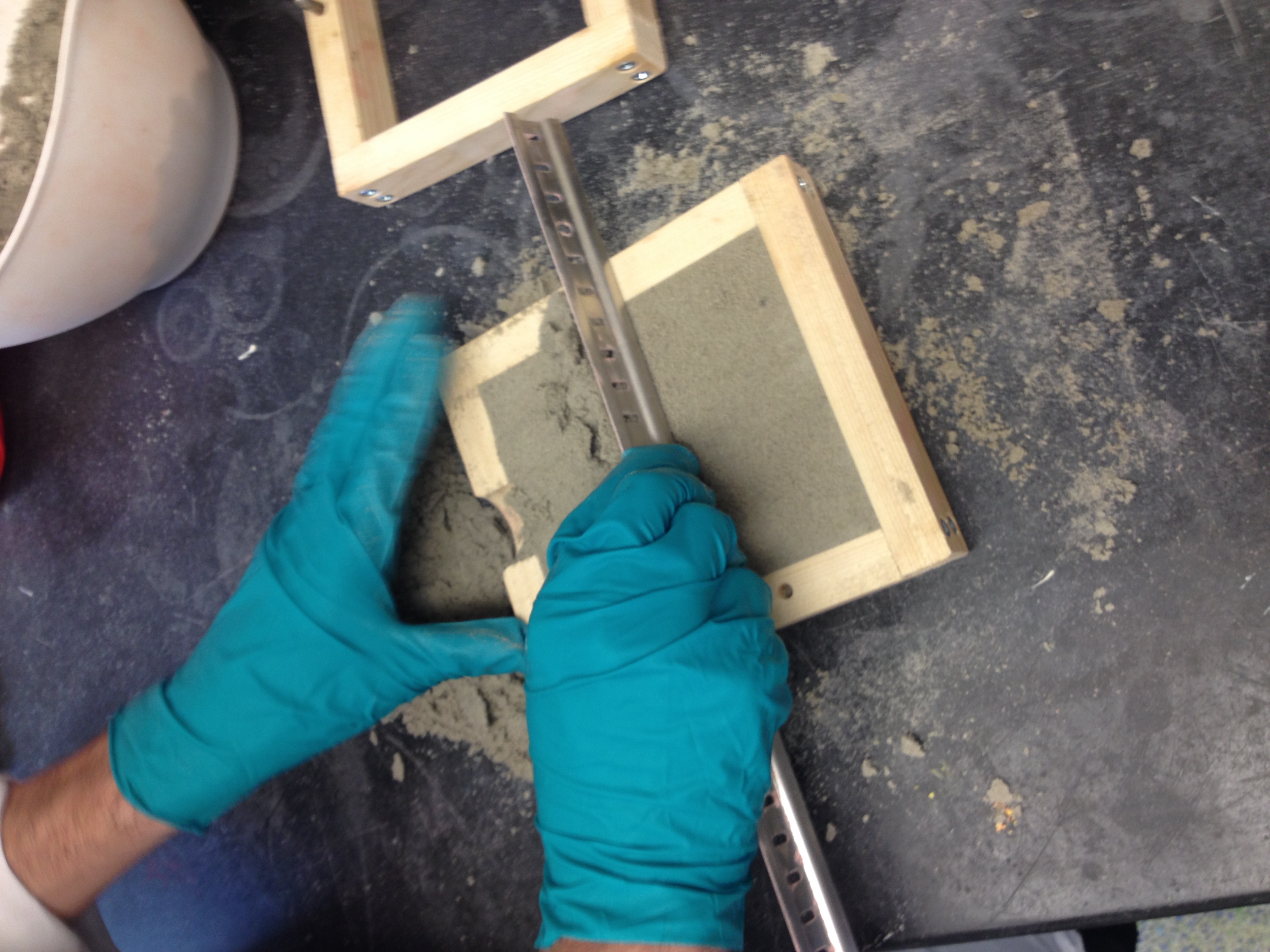
Fig. 4: Every half of our box molds was leveled using a long steel implement to ensure that sand was packed evenly and densely.
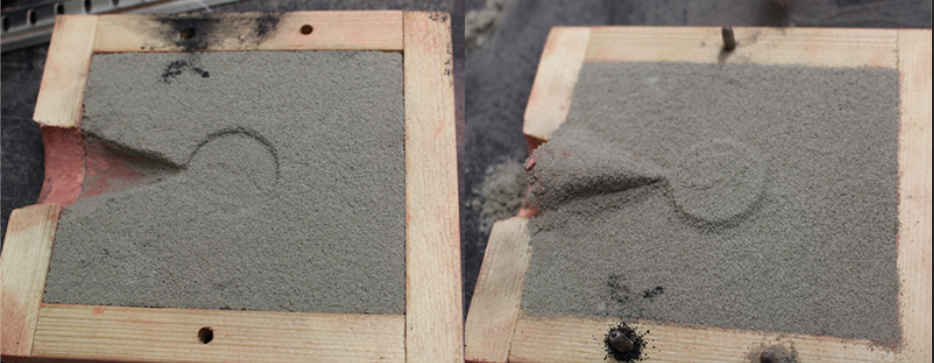
Our choice of sand, however, turned out to affect our products negatively. It was crumbly and very brittle, even more so after we dried them, with many of the grains of the sand unbound (Figs. 5-6).
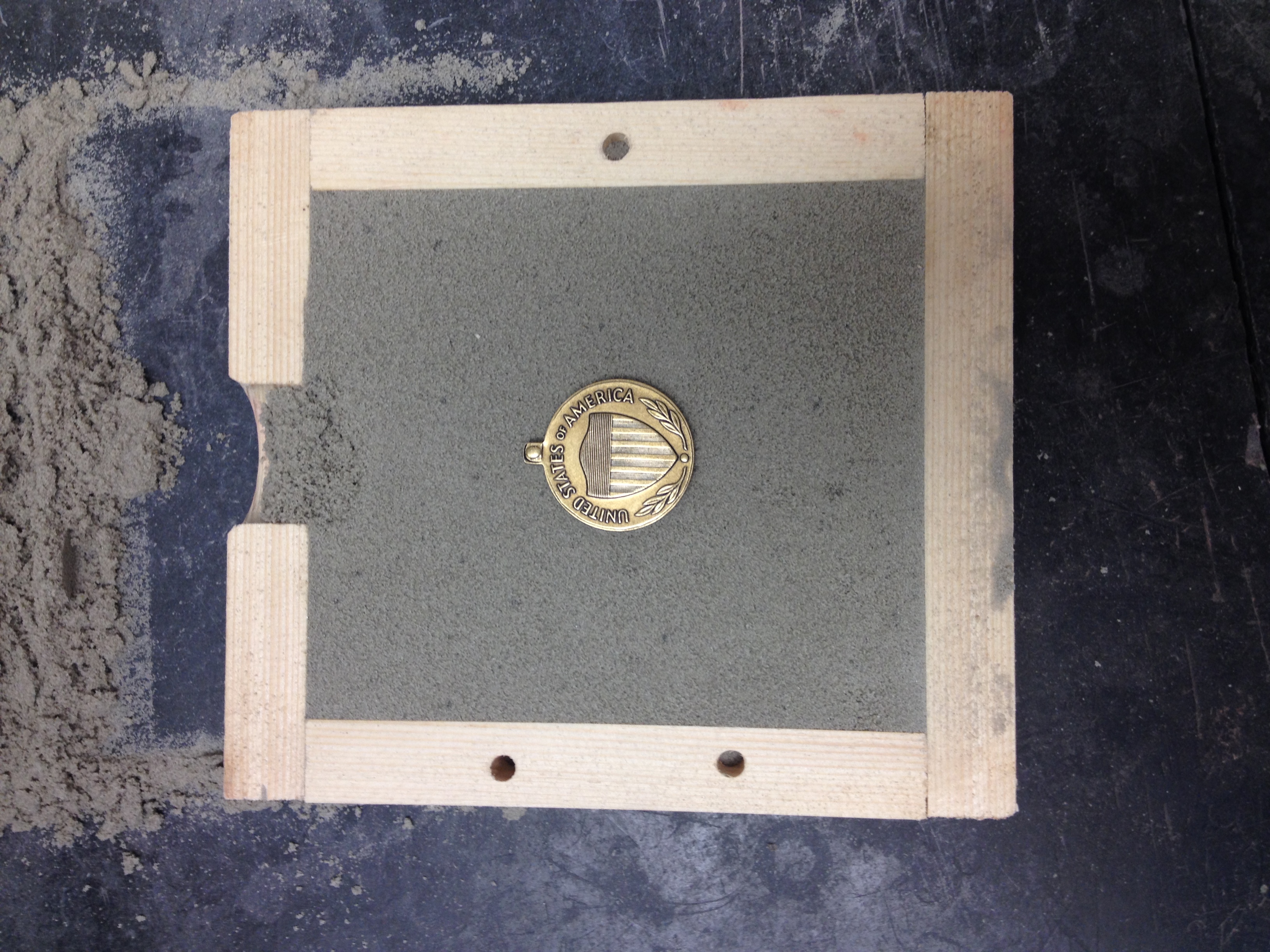
Fig. 5: The medal was pressed into the “Female” side of the mold, leaving a negative impression. The side of the medal visible in this photograph, the reverse, was irrelevant for our experiments; the obverse facing downward, into the sand, would appear on both front and back of the cast medals.

Fig. 6: The grains of sand visible in this image are evidence of the texture of the sand; it did not bind as well as we hoped, and the impression was therefore not very clean or smooth.
Possible improvements include altering the ratio of sand-clay-water; pushing the sand through a sieve or cloth to ensure the use of only the finest grains; and mixing the mixture longer or more thoroughly. Or, as other recipes from the manuscript suggest, perhaps we let the molds dry too much or too quickly, or perhaps we used the wrong sand altogether for casting pewter:
You can find some excellent [sand] for use with lead, tin and copper close to the hill of Pech-David, close to Toulouse. It should not be reheated much because drying out suddenly, it will lose its binding [properties; sa liaison] and retract [?] at the first inflow of metal, which makes the work become rough and unclean [grumeleus & mal net].[13]
And, on a different page,
I believe that the secret of casting well lies in finding a sand that conforms well to the metal, this one for lead, the other for another, because each has its own particular one, so that it be molded easily and keenly. Then let it firm up on its own for a few days if you have the leisure for it. And afterwards let it really heat up again, not instantly nor with a large fire, but little by little, otherwise it will crumble & always have some defects.[14]
Tuttle’s method
Despite the careful text explaining her tentative method and its accompanying illustrations, getting a good grasp of Tuttle’s method with all its steps proved challenging. Although we understood the basic idea, we failed to see exactly how Tuttle proposed to make the shim, and so we came up with our own solution (Figs. 7a-b).[15]
Figs. 7a-b: These images show the “Female” or negative half from Fig. 5, and the “Male” or positive half of the mold, which was cast into the sand of the negative sand. A 1/16” balsa wood shim (visible in background of Fig. 11) would be inserted between the two halves before casting.
Our solution, in which we used a thin sheet of wood with the shape of the medal cut out instead of Tuttle’s thin third layer of sand, functioned similarly to hers, since both methods involved producing one side of the mold (male) from the negative imprint in the other half (female).[16] Making our wooden shim to fit perfectly was the most challenging part of this experiment and proved relatively time-consuming and labor-intensive.

Fig. 8: Pouring molten pewter into the two halves of the mold from Figs. 7a & 7b.
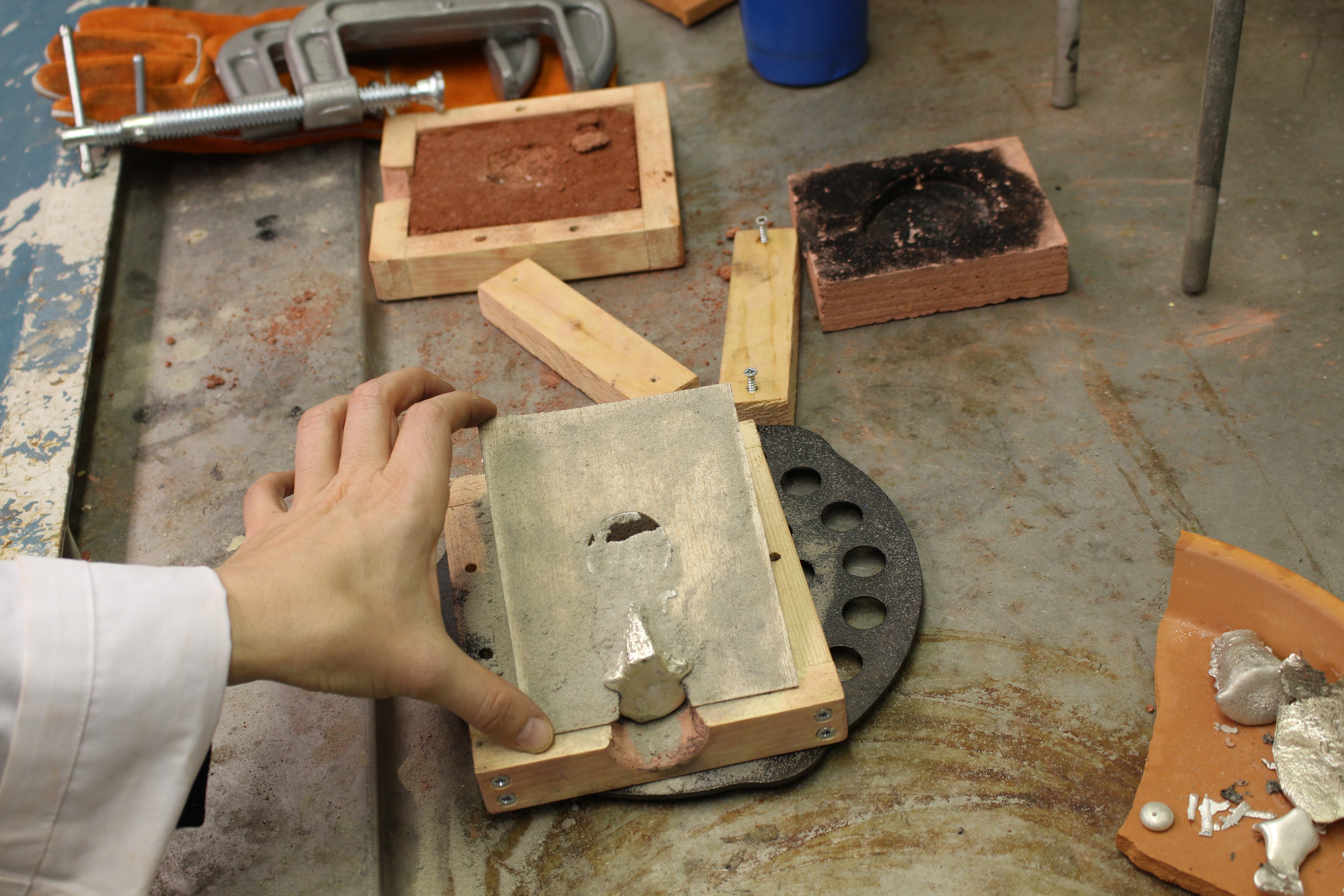
Fig. 9: The result of the pour from Fig. 8 immediately after the mold was taken apart, removing the balsa wood shim, with our cast medal in it.
A shim filled with sand, as proposed by Tuttle, may be easier to achieve, although the challenge there might be to leave the edges of the positive imprint uncovered while leveling this thin third layer of sand.[17] We concluded that the method might work if executed with more practice. More experience with the casting process and the use of a different type of sand would most likely have resulted in a more desirable outcome
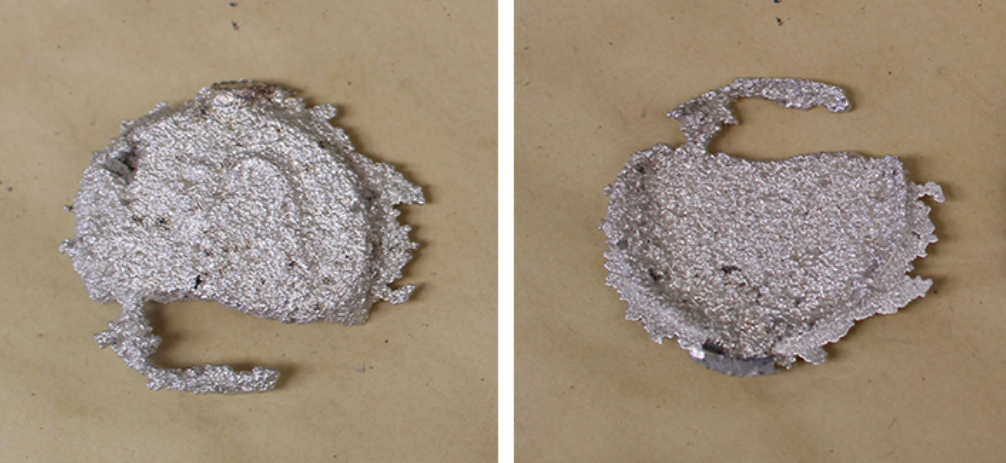
Figs. 10a-b: The pewter result of the Tuttle method, when removed from the molds in Figs. 7a & 7b. We attribute the rough texture of the result to the type of casting sand used, as well as the fact that the metal did not reach the edges of cavity inside of the mold, but we concluded that the method would work in other circumstances.
We attribute the coarseness of our medal cast in this way to our inexperience and to the unsuitable, crumbly sand we prepared, rather than necessarily to Tuttle’s suggested method. More experimentation using different sands and different shims is necessary to conclude anything decisively.
The manuscript’s method
We made the molds for our first experiment with our hypothesized method before the failed experiments with the Tuttle method, and so we used the same unsuitable sand. Nevertheless, following the method outlined in the manuscript worked relatively well.
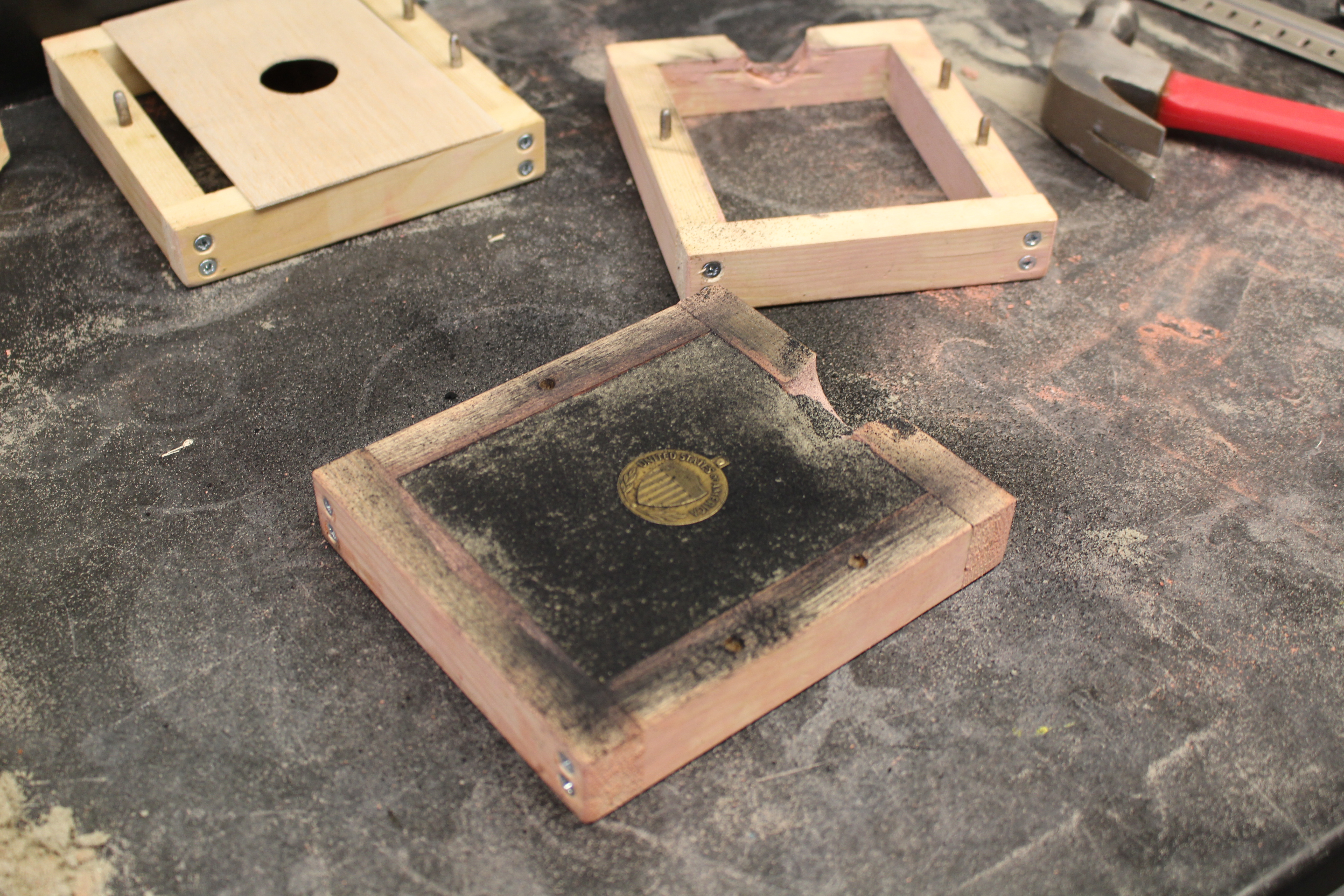
Fig. 11: The “Female” or negative side of the mold that would be used according to the method found on BnF Ms. Fr. 640 fol. 92r. We coated this mold with soot, used as a release agent as well as protection for the medal.
We first pressed the medal into the sand-filled female half until its flat reverse was leveled with the sand Following this, we could immediately move on to making the male half of the flask, without having to wait for the female half to dry. To ensure perfect alignment, we put the sand-filled male flask on top of the female flask (with a layer of lamp black in between as a separator), while the latter still contained the original medal (Figs. 12-14).

Fig. 12: After packing the negative side of the mold, in Fig. 11, we packed the positive side with the medal still in place, which ensured that the two sides would be perfectly aligned .

Fig. 13: The two mold halves from the experiment with the method from the manuscript, after sand was packed into both. This image shows the “Male” or positive side on top; before separating the two halves, we would flip the mold, which, upon opening, would leave the medal lying on top of the male half.
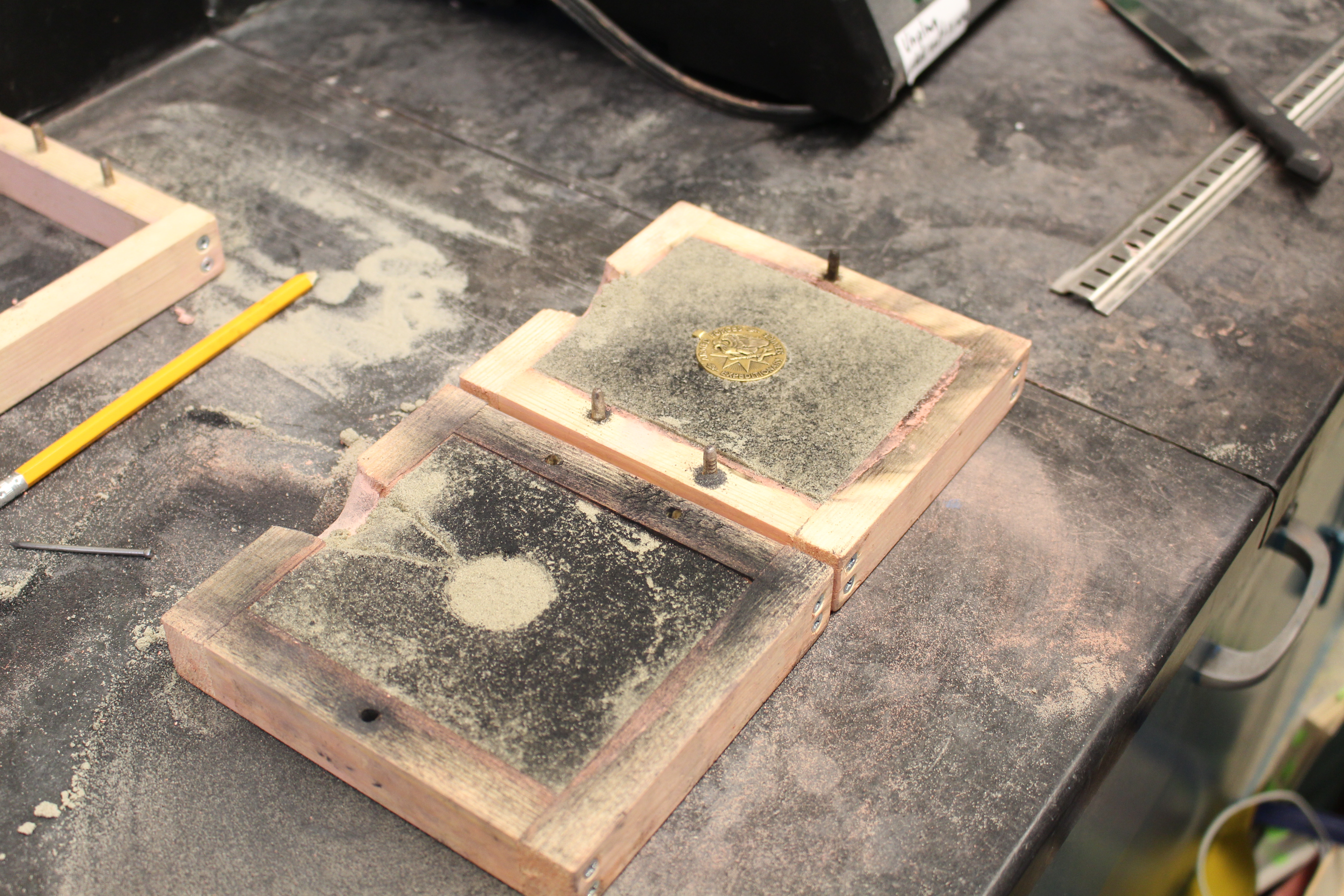
Fig. 14: This image shows the two halves of the mold used for the manuscript method, after the medal was pressed slightly further into the male half to create a slim cavity into which the pewter could be poured. The two halves were coated with soot as a release agent.
We then kept the two halves together and turned them upside-down, before removing the female half (now on top) with a little tap, which left the original medal in position on the male half that was perfectly aligned with its impression on the female half. Now it just needed to be firmly pressed into the sand of the male half and remain there during the rest of the casting process (Figs. 15a-15b).
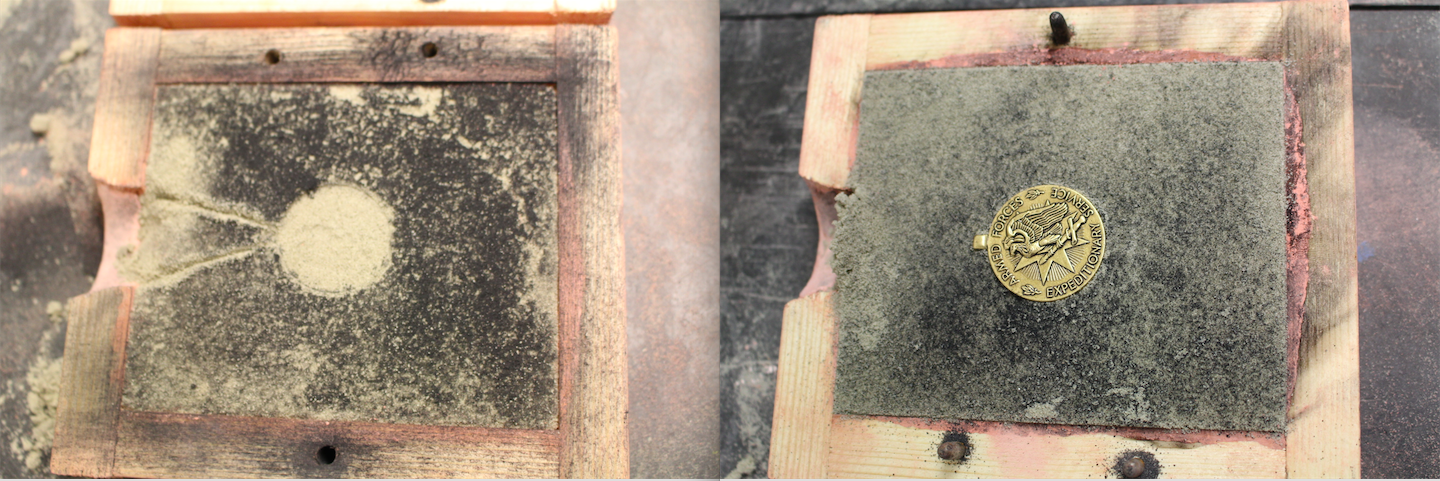
Figs. 15a-b: The two halves of the mold used for the manuscript method, before pouring, with the original medal left in the male half.

Fig. 16: Removing the “Female” or negative side of the mold soon after allowing the pewter to solidify (about thirty minutes).
The obverse of our cast medal during this first experiment with the manuscript’s method was, like the result of the Tuttle experiment, coarse. The reverse, on the other hand, was smooth and highly detailed: a perfect negative of the brass original that it had molded on to.

Figs. 17a-b: The definition of the obverse (front) side of this cast was rough due to the texture of the sand, although the image of the eagle from the medal is visible, if vague. The reverse side of the cast is highly detailed, which is not surprising since it was cast directly onto the brass medal.
We concluded that using the original medal as part of the mold could result in a highly detailed reverse. The method, as we envisioned it based on fol. 92r, worked. The coarseness of the obverse seems to be a direct result of the coarseness of the sand. Before we poured the metal, we also noted that the sand had crumbled on the edges of the imprints in both halves of the flask. This most likely caused the molten pewter to extend beyond the edge of the original medal, enclosing it and making it a difficult task to separate one from the other.
Because of the disappointing quality of the sand, we decided to do another experiment with the manuscript’s method using the green casting sand, Delft clay. We made smaller flasks out of mason jar caps (Figs. 18-19) and poured from above, directly into the sand, with the medal horizontal instead of almost vertical (Figs. 20a-b).

Fig. 18: The sand used for this trial, so-called Delft Clay, uses oil as a binder and is unauthentic in relation to the manuscript, but it allowed us to test the process that we interpreted from BnF Ms. Fr. 640 fol. 92r. The sand was packed into mason jar lids, and two halves of the mold were registered to one another using a key cut from balsa wood and super-glued to the sides of the lids, visible around the halves’ edges.

Fig. 19: The Delft sand leveled off and with vents and a gate for pouring.

Figs. 20a-b: Pouring pewter into the mold visible in Figs. 18 and 19. The metal could have been heated to a higher temperature, perhaps enhancing it to flow all the way into the mold. We were concerned that the pour might have been a total failure, since the recipe specifies that tin should be “cast very hot.”
We also chose to push the medal only halfway into the male flask, to experiment with the thickness of the cast medal. Although at first the molten pewter did not seem to have entered the mold at all, the result was surprisingly good: a pewter medal with a clear image on obverse and reverse. The main drawback was that the pewter failed to flow into the entire cavity (Figs. 21-23b).

Fig. 21: The two halves of the mold taken apart, with the result visible.

Fig. 22: Since the cast was poured from the top rather than the side, the result had a large gate that required the mold to be destroyed in order to remove the result. This may be one of the most important reasons why pouring this way is not recommended; one benefit of pouring from the side is to allow a mold to remain intact and therefore enable a larger amount of reproductions.

Figs. 23a-b: The results of the experiment using Delft Clay for pouring. The cast came out with a high level of detail, but the pewter did not flow all the way into the mold. Nonetheless, we considered this to indicate the success of this process. Like the cast visible in Figs. 17a & 17b, the reverse is highly detailed because it was cast directly onto the brass medal that we used as a pattern.
This may be improved by alterations such as tilting the mold at an angle as the metal is poured, heating the pewter to a higher temperature before pouring it into the mold, or slightly increasing the diameter of the negative imprint—which would also cause more filing to be done afterwards. Compared to the Tuttle method, the manuscript’s method has the advantage of being less time consuming and less labor intensive: both halves of the mold can be made at the same time and the additional step of making and drying a shim can be skipped altogether (Figs. 24a-b).[18]

Figs. 24a-b: The brass medal we used as a pattern, along with our three trials.
Related Recipes & Terminology
One other recipe from BnF Ms. Fr. 640 describes a similar method for making medals that includes leaving the original in the box mold during the entire casting process, which is also titled very similarly, “Molding one part in relief and one hollow side” [Mouler de relief d’une part et creux de l’autre], and which is found a few pages before 92r, on fol. 83v:
It is necessary to cast two parts of very clean copper, latten or a similar metal and then when you mold the hollow [cave] in sand, leave the metal figure that you have molded in the box mold, without budging it from its place. Then cast and if there is not enough thickness press a bit and force the figure down into the box mold. … When you mold, always leave your medal in one of the box molds without stirring it because if your hollow [cave] is not clean, it will not mold well.
Interestingly, this recipe uses two different words for “hollow”: creux and cave. While the former is here used for the hollow reverse side of the final product (the medal), the latter is used to indicate the cavity, or negative impression made into one half of the mold. Although not entirely consistent, it seems that this distinction can be made more generally. In all of the five recipes where we found the use of creux in BnF Ms. Fr. 640 it indicates the hollow part of a cast object, i.e., either the hollow reverse of a medal or the hollow or cavity on the inside of a more complex object like an animal.[19] Cave, on the other hand, is used throughout this manuscript to denote either object or mold, i.e., it is used to refer to the hollow part of a piece of equipment, not the end product.[20]
There is another technique described in the manuscript to create medals that are one-sided and hollow cast. The recipes on fols. 130v (“For molding thinly”) and 153r-153v (“Thickening a medal you want to mold”) both use a “paste.” On fol. 130v a lasagne de paste is applied onto the impression of the original in the hollow mold: “… once you have greased the cavity [le cave] of your first hollowed mold [moule cavé] with butter, apply the paste to it and then the upper part of the second mold.” Although this recipe does not refer to medals (or any type of object in particular), this method could certainly be used towards that end. The recipe on fols. 153r-153v uses an original medal to make the female (hollow) mold half, but rather than also pressing that medal into the male half, it uses a paste (like in fol. 130v) to create the space between the two parts of the mold, on top of which the male half of the mold is made.[21] Then, after separating the two halves to remove the paste before joining them again, the medal can be cast and will be one-sided and hollow, with the same thickness as the paste.[22] Some of these steps are not spelled out literally, but are implied; this conjecture is based on the knowledge we gained from other recipes and our hands-on experience.[23]
However, the hollow reverse of the products resulting from these paste-methods are unlikely to have displayed the same level of detail as the relief on the obverse, depending on the qualities of the paste and the amount of pressure that could be exerted pressing the paste into the cave without affecting the mold. Patricia Tuttle’s observation that some of the medals she examined displayed traces of a cloth fabric: “… others must have had wax pressed into a mold using a piece of cloth, possibly as a separator, which left behind its fabric pattern in the metal surface. These molds were probably made of plaster, reinforced plaster, or sulfur, as the sand molds discussed above would be too delicate to withstand the pressure of pressing semi-hard wax against their surface.”[24] The recipe on fols. 153r-153v does indeed recommend strengthening the mold material: “[sand] … mixed with filings or very ground iron scales to make your mold firmer.” Tuttle’s assumption that wax was used, together with her suggestion that the cloth was used as a separator, is thus open to question, based on the text from fols. 153r-153v, “Thickening a medal you want to mold,” where a piece of cotton is used to press the paste into the hollow mold.
This paste-method corresponds almost exactly with one of the methods described by Benvenuto Cellini “On Cardinals’ Seals.”[25] He explains that he started with a relief modeled in wax onto a polished black stone, of which he made a negative cast in plaster. He proceeds to describe how to press this plaster form into one half of a sand mold.
“This done,” he continues,
… dry well that portion of the mould where the figures come …, then have ready a little dough [Pasta di pane crudo] in the form of a cake similar in shape & thickness to what your silver or metal seal is finally to be, and put this over the figures formed by the gesso and which will appear in relief, having previously smoked over the mould with a little candle-smoke. This done, take the second box, fill it with the same moist earth and when dried set it upon the first. Mind in so doing that you do not disturb the part already dried where the figures are. … Then open the mould, after taking out the dough-cake, make the mouths and the two vent holes, beginning at the bottom and going up as high as the mouth or ingress hole. When both parts are dry, smoke them over with a little candle-smoke and let them cool, have your silver well molten and then pour it in.[26]
In addition to this contemporary Italian source, an only slightly later Dutch source exists. A manuscript sent to Constantijn Huygens by Willem Dedel (dated 1629) contains some recipes about casting medals.[27] One of these recipes is titled “To cast a medal that is too thick thinly” [Om een medaille die te dunne is dick te gieten]. The technique described here is similar to that of the paste-method, but instead of using a paste of flour the author suggests using (several layers of) paper.[28] This same treatise contains a recipe “To cast a medal in relief and with a flat back hollow” [Om een verheven medaelle die achter plat [is], hol te gieten].[29] This recipe has similarities to both the method described on fol. 92r and the paste-method from fols. 153r-153v, but it neither leaves in the original medal, nor does it apply a paste. How the thin cavity between the two mold halves is achieved is unclear, but perhaps this is related to the added extra step of breaking the first female half of the mold and remaking it.[30]
Conclusion
To our question whether the manuscript provides a method for the casting of one-sided hollow medals, the answer is a definite yes. In fact, it suggests multiple techniques towards this end. The ambiguity of the same techniques and materials used towards different ends, or vice versa, both throughout BnF Ms. Fr. 640 and in other contemporary sources suggests that early modern craftsmen used whatever materials were available: original patterns, dough, paper, sand, etc., all of them serving similar purposes. Artisans throughout Europe are likely to have known about the various qualities and properties of the materials and substances available to them, and deduced how to utilize them for their purposes.
Given that the author of BnF Ms. Fr. 640 provides various methods to obtain a similar result, and given the difference in reverses and their level of detail in early modern one-sided hollow cast medals examined by Tuttle, it seems likely that there was not one way of doing things, although there may have been personal preferences. As Cellini recommends when discussing two methods for making a cardinal’s seal: “Do not, however, fail to try both, because it is good for you to learn them, & you will find them very helpful to you in many ways in other branches of the goldsmith’s art.”[31]
Patricia Tuttle noted common features of many one-sided hollow cast medals. The reverse, she says, is a highly detailed negative of obverse, which could definitely be explained by the manuscript’s method on fol. 92r, where the original medal remains a part of the mold. There is often evidence of filing, usually around perimeter, that may suggest increasing the diameter of the imprint on the female half (which would also help the molten metal to flow throughout the entire impression). Third, she comments that the reverse is generally coarse as compared to the obverse. This, we think, would indicate the use of a different method than that explained on fol. 92r of BnF Ms. Fr. 640, where the use of the original as part of the male mold actually seemed to result in the opposite; namely, the reverse being sharper than the obverse.[32] Following Tuttle, it may be interesting to investigate to what degree a separating agent can affect this.
The even thinness of this type of cast decreased the likelihood of casting flaws. On this point, on fol. 102v (“Casting”), the author of the manuscript notes that “Tin casts better when it is thin and delicate, than when it is thick, because when it is thick it contracts in high heat. So if you want to mold a thick piece in tin, mold it only one side, and if it is possible, make it hollow [cave] on the other side. In this way your piece will be neater. And then you can solder two half pieces together.” This technical advantage, as Tuttle also suggests, may be at the heart of the questions concerning the reasons for the manufacture, interest in, and use of such one-sided hollow cast medals.[33]
Finally, for a better understanding of the methods used to produce one-sided hollow cast medals more experimentation is necessary, as well as more research on early modern sources, both in searching them for related recipes, as well as in examining their vocabulary. Perhaps most fruitful, however, would be to examine extent medals for the traces of their facture in the light of the new knowledge presented in this annotation.
Notes:
[1] Concerning the appropriateness of this terminology: the use of ‘incuse-reverse’ would seem the least confusing given its specificity, however it also implies a different technique than the one that is actually being used. As Patricia Tuttle explains, this term derives “from the Latin incusus, ‘hammered or stamped-in, an impression in intaglio’”; see Patricia Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” Studies in the History of Art 21 (1978), p. 207. This technique of stamping an impression into a medal was used for the manufacture of coins, for example, and as such we feel that this is not an accurate enough description of the method and its products discussed in BnF Ms. Fr. 640. The alternative designations “without reverse,” “one-sided,” and “uni-face” can also be used for medals that have a flat reverse, which is why we have chosen to further refer to the medals central to this annotation as being “one-sided hollow cast.” Further support for this decision can be found in the few extant early modern sources that mention such medals. As discussed in this annotation, the author of BnF Ms. Fr. 640 uses the words cave and creux, which are both best translated as “hollow” (see below). A handwritten 1629 Dutch treatise concerning the casting of medals also uses an equivalent of “hollow” [hol]. The author of this treatise further explains that such hollow cast medals may seem to be pressed, rather than cast [als off sy gedreven waer]; these handwritten notes come from the possession of Constantijn Huygens and are currently kept in the Royal Dutch Library in The Hague, KA XLVII, fol. 220ff.; see for a discussion and citation A.R.E. de Heer, “Constantijn Huygens en de Penningkunst,” Jaarboek voor munt- en penningkunde 80 (1993), 271-288; our gratitude goes to Tonny Beentjes for bringing these sources to our attention.
[2] George F. Hill, “Notes on Italian Medals XII,” The Burlington Magazine for Connoisseurs 20, no. 106 (1912), 201-202: “In almost every collection of medals and plaquettes will be found reproductions in cavo, which we may, for brevity’s sake, speak of as matrices. … such matrices could be used as stamps for leather or any other soft substance”; Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 211; Luke Syson, “Holes and Loops: The Display and Collection of Medals in Renaissance Italy,” Journal of Design History 15, no. 4 (2002), 234: “It might even be argued that the majority of mid-to-late-sixteenth-century uniface pieces, those condemned for their one-sidedness by Michel Pastoureau as not being true medals … were, by abandoning the reverse, deliberately fashioned to be mounted in some way.”
[3] “The possibility that they may simply be post-Renaissance copies, specifically electrotypes, has been raised, since in thinness and precision of detail they resemble electrotypes almost exactly.” Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 212. George F. Hill, in his influential study of Renaissance Medals acknowledges the existence of these one-sided hollow cast medals (although he treats them as part of two hollow halves that would be joined together), but has little to say about their manufacture: “Although hollow shells, made by casting the two sides separately and joining them together by their edges, are exceptional before the seventeenth century, it is quite common in the sixteenth century to find such hollow castings of single sides. They are often so fine that nearly every detail is as plain on the back as on the front; that side of the mould which produced the hollow back was evidently an exact positive reproduction of the model of the front,” from George F. Hill, Medals of the Renaissance, rev. and enl. ed. Graham Pollard (London: British Museum Publications Limited, 1978), 27.
[4] There is one recipe that seems to describe the same process as discussed in fol. 92r, which is “Molding one part in relief and one hollow side” (fol. 83v). Several recipes describe a different process, but mention one-sided hollow cast medals as a result: fol. 69r, “Sand”; fol. 85v, “Sand experiments”; fol. 102v, “Casting”; fol. 130v, “For molding thinly”; fols. 153r-153v, “Thickening a medal you want to mold.” Finally, there are several recipes that use similar terminology (especially the key term ‘hollow’ [cave]), but that upon reading neither describe the same process, nor mention hollow cast medals as a product: fol. 81r, “Earth for molding”; fol. 81r, “Thick paper”; fol. 91r, “molding with cuttlefish bone”; fol. 118v, “Casting in a box mold”; fol. 120r, “Stamped medals made from wax”; fol. 124r, “Noyaulx for molding hollow”; fol. 153r, “Molding hollow seals or other things”; fol. 156r, “Quickly molding hollow mold and relief”; and fol. 169v, “How to reduce a round form into a hollow.” Several of these will be discussed below.
[5] Cotgrave suggests the following translations for the French fin: “wittie, craftie, subtile, cunning, wilie, fraudulent, cautelous, beguiling; also, fine, small, prettie, curious; perfect, exact, pure, exceeding good, of the verie best; also, most, very utmost,” see Randle Cotgrave, “Fin: m. fine: f,” in A Dictionarie of the French and English Tongues (1611), http://www.pbm.com/~lindahl/cotgrave/445small.html. In this instance, where the quality of the tin is related to its higher melting point [qui est plus dur a fondre] relative to the metal being used for the cast, ‘pure’ seems to be the most accurate translation.
[6] In the manuscript: Et co{mm}e elle est nette, on moule avecq icelle; Cotgrave, “Net: m. nette: f.,” http://www.pbm.com/~lindahl/cotgrave/658.html: “Neate, cleane, pure, cleere; spotlesse, unspotted; polished, smooth; briske, smug; faire.”
[7] We follow Professor Pamela H. Smith and Tonny Beentjes in referring to the author of BnF Ms. Fr. 640 using singular masculine pronouns. See Smith and Beentjes, “Nature and Art, Making and Knowing: Reconstructing Sixteenth-Century Life-Casting Techniques,” Renaissance Quarterly 63 (2010): 128-179.
[8] Cotgrave, “Gect: m.,” http://www.pbm.com/~lindahl/cotgrave/485.html.
[9] This necessity in the process corroborates Tuttle’s observation that a detailed negative of the image on the obverse can be obtained in various alloys; see Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 207.
[10] Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 209-210.
[11] To date, we have not found any early modern recipes for sand where oil is used as a binder.
[12] We would like to thank Bret Smith from Lancaster Foundry Supply for advising us on which ingredients to use, in what ratio, and for providing us with these materials. The failure of this sand for our purposes was ours; Mr. Smith suggested that this sand is usually mixed mechanically, which may contribute to its abilities.
[13] BnF Ms. Fr. 640, fol. 81r, “Sand”; This ‘caving in’ of the sand was exactly what happened to our first mold. At the slightest touch – when joining the two halves of the flask together – the sand from the pouring mouth fell into the mold, destroying it. Luckily, we had made a second mold.
[14] BnF Ms. Fr. 640, fols. 85v-86r, “Sand experiments”.
[15] Our misunderstanding of part of Tuttle’s tentative model, no matter how well described and illustrated, provides an example of the shortcomings of knowledge transferred through textual exposition. Hands-on knowledge of these practices would have provided a deeper understanding of the processes. For related literature on this point, see for example, Erin O’Connor, “Embodied knowledge in glassblowing: the experience of meaning and the struggle towards proficiency,” Sociological Review (2007): 126-141.]
[16] We feel strengthened in this opinion by Tonny Beentjes’ observation that various materials could function as a shim: “The shims could be made from several materials as long as they are made from a heat resistant material,” correspondence with the authors, December 9, 2014.
[17] We would recommend further experiments with this method in order to fully understand the method’s possibilities and challenges.
[18] As mentioned earlier, this method necessitates a significant difference in melting points between the material of the original medal and the metal to cast with. It would be interesting to further experiment with slight variations of this factor with experienced founders, perhaps even trying to cast a very thin medal using an original of a similar metal, but that is significantly heavier (thicker)—so that the thin layer of molten metal has solidified even before it can affect the original—to see whether it would be possible to use this method to cast bronze as well (the relatively high melting point of which would otherwise call for an iron or steel original). Our gratitude goes to Tonny Beentjes for suggesting this.
[19] Apart from the recipe on fol. 83v the word creux appears on fol. 69r, “Sand” (creuse used for the hollow reverse side of the medal), fols. 153r-153v, “Thickening a medal you want to mold” (cave being used five times to indicate the hollow part of the mold (the negative impression), while creux is used towards to end indicating the hollow reverse side of the medal obtained with this method: et tu auras ta medaille aussy tanure et creuse d’un coste que tu vouldras), and fol. 124r, “Noyaulx for molding hollow” (creux is here used not for the hollow part of a medal cast in a box mold, but that of an animal cast with a core [l’ame]).
[20] In addition to the recipe on fol. 92r discussed in this annotation, the recipes on fols. 85v (“Sand experiments”), 102v (“Casting”), and 152v (“Reworking cast things”) also use cave to refer to the hollow reverse side of a medal. The recipes on fols. 42r (“Casting in plaster”), 81r (“earth for molding”), 81r (“Thick paper”), 91r (“Molding with cuttlefish bone”), 130v (“For molding thinly”), 153r (“Molding hollow seals or other things”), 156r (“Quickly molding hollow mold and relief”) and 169v (“How to reduce a round form into a hollow”), however, all use this word to indicate the hollow or negative impression made as a mold, or as part of the process of making a mold. The summer 2014 Paleography Workshop came to a similar conclusion concerning the term cave. Biringuccio also uses this term (the Italian variant cavo) for the cavity of hollow part of a mold; see “The Methods of Moulding Various Kinds of Reliefs” in Vannoccio Biringuccio, The Pirotechnia of Vannoccio Biringuccio: The Classic Sixteenth-Century Treatise on Metals and Metallurgy, trans. Cyril Stanley Smith and Martha Teach Gnudi (New York: Dover Publication, 1990), 329-332. Cotgrave’s entry for the French cave reads: “A cave, cellar, vault, or hollow place in the ground.” This relationship to “ground” is particularly interesting considering the “earths” used for sand casting; Cotgrave, “Cave: f.,” http://www.pbm.com/~lindahl/cotgrave/165.html.
[21] With the difference that in the recipe on fol. 130v the butter is applied between the dried female mold and the paste, and in the recipe on fols. 153r-153v the butter is applied over the paste before adding the sand for the male half on top of that. Our experiment on December 8, 2014 suggests that this latter method causes the problem of the sand sticking to the paste – and thus ruining the male mold when removing it from the female half. Further experiments with the amount and temperature of the butter and the drying of the male mold before removing it again may result in new insight.
Fig. 25: The drawing from the margins of a recipe on BnF Ms. Fr. fol. 153v, showing the tool used to roll out a “paste” with a constant thickness, to be used similar to a shim between the two sides of a mold. Used like a rolling pin, the relative diameters of the long central cylinder and the circular pieces on its ends regulate the thickness of the paste.
[22] As indicated by the title of this recipe (“Thickening a medal you want to mold”) the even thickness of the paste is of great importance. This is further emphasized by not only the attention this issue receives in the text, but also the small illustration accompanying it, portraying the tool that the author suggests to make and use for rolling out the paste evenly and to the desired thickness (Fig. 25).
[23] During our experiments with Tonny Beentjes, we (Tonny Beentjes, Jonah Rowen, and Rozemarijn Landsman) wondered whether the recipe “Casting in a box mold” on fol. 118v, also used a method to make one-sided hollow casts. After careful study, however, it can be concluded that this is not the case. The author fills the female half of the box mold with sand, covering the medal (although in a note he says that he first filled the mold with sand and then pressed the medal into it). Than, turning this half of the box mold around so that the medal faces upwards, he draws a line on the back of the medal (near the edge [bord]) that continues onto the sand – to indicate where to make the pouring mouth [pour denoter la place pour faire le gect]. Without removing the medal from the female half, he then adds a layer of charcoal onto the still uncovered side [contour] of the medal, adds the male half of the flask on top of the female half, and fills it with sand. Only after both halves of the mold are made does he remove the medal. Thus, this would make an exact replica of the original medal, rather than a one-sided hollow cast version.
[24] Tuttle, “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 211.
[25] Tuttle also notes this similarity to Cellini’s recipe, in “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 211.
[26] Benvenuto Cellini, The Treatises of Benvenuto Cellini on Goldsmithing and Sculpture, trans. C.R. Ashbee (Whitefish, MT: Kessinger Publishing, 2006), 61-63; according to a footnote accompanying this 2006 translated edition the 1568 edition “gives a clearer version of this process than the original codex.”
[27] Willem Dedel l’advocat, who sent the Dutch manuscript to Huygens (together with more notes concerning (life) casting) is unlikely to have been the author of the treatise. It is attributed to the goldsmith Adriaen Rottermont, nephew of the famous sculptor Adriaen the Vries. See de Heer, “Constantijn Huygens en de Penningkunst,” 271-288.
[28] For the use of paper as a molding material, see also BnF Ms. Fr. 640, fol. 81r, “Thick paper.”
[29] Interestingly, the Dutch author comments that such a one-sided hollow cast medal looks “as if it were embossed” [alsoff sy gedreven waer]. This brings us back to the discussion about terminology and why “incuse-reverse” may not be the most accurate to use, while the association is certainly justified. The outcome of both processes is evidently related. BnF Ms. Fr. 640 offers at least one recipe concerning this embossing technique: fol. 120r, “Stamped medals [medailles de stampe] made from wax”; see also note 2 of this annotation.
[30] What the effect or benefit of this extra step is remains unclear to us. Could it be that the first female mold half had become too dry to use?
[31] Cellini, The Treatises, 62.
[32] Of course, this would also depend on the sand used for the mold. It would be interesting to see whether it is also possible to use an original medal that is already one-sided and hollow cast. This would allow for the medal to be first used to impress the upper half of the mold, while leaving it into the lower half. Perhaps this would result in a smoother surface for the obverse as compared to that of the reverse. But, depending on the reverse of the original, would a medal cast this way also obtain the same level of detail on the obverse? Furthermore, as Tonny Beentjes suggested, it might be worthwhile to measure shrinkage in either method, since in theory the manuscript-based method would cause the details on the reverse to be slightly larger than on the obverse. One could, for example, measure this difference using precise 3D-scanning.
[33] Tuttle “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals,” 212.
Bibliography
Biringuccio, Vannoccio. The Pirotechnia of Vannoccio Biringuccio: The Classic Sixteenth-Century Treatise on Metals and Metallurgy. Translated by Cyril Stanley
Smith and Martha Teach Gnudi. New York: Dover Publications, 1990.
Cellini, Benvenuto. The Treatises of Benvenuto Cellini on Goldsmithing and Sculpture. Translated by C.R. Ashbee. Whitefish, MT: Kessinger Publishing, 2006.
Cotgrave, Randle. A Dictionarie of the French and English Tongues. London: Adam Islip, 1611.
Heer, A. R. E. de. “Constantijn Huygens en de Penningkunst.” Jaarboek voor munt- en penningkunde 80 (1993): 271-288.
Hill, George F. “Notes on Italian Medals—XII.” The Burlington Magazine for Connoisseurs 20, No. 106 (January 1912): 200-203, 206-208.
Hill, George F. Medals of the Renaissance. Revised and enlarged by Graham Pollard. London: British Museum Publications Limited, 1978.
Smith, Pamela and Tonny Beentjes. “Nature and Art, Making and Knowing: Reconstructing Sixteenth-Century Life-Casting Techniques.” Renaissance Quarterly 63 (2010): 128-179.
Syson, Luke. “Holes and Loops: The Display and Collection of Medals in Renaissance Italy.” Journal of Design History 15, No. 4 (2002): 229-244.
Tuttle, Patricia. “An Investigation of the Renaissance Casting Techniques of Incuse-Reverse and Double-Sided Medals.” Studies in the History of Art 21, “Symposium Papers VIII: Italian Medals” (1987): 205-212.